PRECISION EQUIPMENTS (CHENNAI) PRIVATE LIMITED
W.M No.: WM/1662-15 REV.01. WELDMAP - NDE AND APPLICABLE WPS PAGE No : 4 OF 5
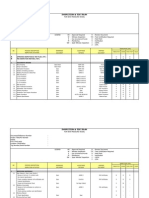
THICKNESS PT NDE AFTER PWHT
WELD DETAIL THICKNESS
S.No JOINT(S) P.No to P.No QUALIFIED PROCESS WPS & PQR PWHT WELD EDGE ROOT/ROOT-BG RT UT REMARKS
No. (mm) FINAL PT RT UT
(mm) PREPARATION (Note-12)
SHELL SIDE
1 A3,A4(LONG SEAM ) W-6 P1- P1 18 5 to 200 SMAW+SAW PECPL/286/WPS+PECPL/278/PQR Not Applicable 100% 100% 100% 100% −− −− −− −−
A11,A12,A13,A14(BELLOW END PIPE LONG
2 W-22 P1- P1 18 5 to 200 SMAW+SAW PECPL/286/WPS+PECPL/278/PQR Not Applicable 100% 100% 100% 100% −− −− −− −−
SEAM )
3 B1,B2(BELLOW CS) W-7 P1- P1 18 5 to 200 SMAW+SAW PECPL/286/WPS+PECPL/278/PQR Not Applicable 100% 100% 100% 100% −− −− −− −−
18/(90+10)&
4 C3,C4(TUBESHEET TO SHELL CS JOINT ) W-4,W-5,W-8 P1- P1 5 to 200 GTAW+SMAW PECPL/280/WPS+PECPL/272/PQR Applicable 100% 100% 100% −− −− 100% −− −−
(90+18)
5 C6,C11(NOZZLE(79A,79B) NECK TO FLANGE ) W-15,W-16 P1- P1 6.35 5 to 200 GTAW+SMAW PECPL/286/WPS+PECPL/278/PQR Not Applicable 100% 100% 100% 100% −− −− −− −−
6 C7(NOZZLE(61) NOZZLE FLANGE TO NECK ) W-12 P1- P1 18.28 5 to 200 GTAW+SMAW PECPL/286/WPS+PECPL/278/PQR Not Applicable 100% 100% 100% 100% −− −− −− −−
7 C9(NOZZLE(71) NOZZLE FLANGE TO NECK ) W-12 P1- P1 14.27 5 to 200 GTAW+SMAW PECPL/286/WPS+PECPL/278/PQR Not Applicable 100% 100% 100% 100% −− −− −− −−
C8,C10(NOZZLE(SUB NOZZLE(MP-61,MP-71)
8 W-12 P1- P1 8.74 5 to 200 GTAW+SMAW PECPL/286/WPS+PECPL/278/PQR Not Applicable 100% 100% 100% 100% −− −− −− −−
NOZZLE FLANGE TO NECK )
D1,D8(NOZZLE(79A,79B) TO TUBESHEET JOINT 6.35/(90+18)
9 W-17,W-18 P1- P1 5 to 200 GTAW PECPL/286/WPS+PECPL/278/PQR Not Applicable 100% 100% 100% −− −− −− −− −−
) & (90+10)
10 D16,D18NOZZLE(77A,77B) TO SHELL JOINT) W-16 P1- P1 15.95/18 5 to 200 SMAW PECPL/286/WPS+PECPL/278/PQR Not Applicable 100% 100% 100% −− −− −− −− −−
11 D2(NOZZLE(61) TO SHELL JOINT) W-12 P1- P1 18.28/18 5 to 200 SMAW PECPL/286/WPS+PECPL/278/PQR Not Applicable 100% 100% 100% −− −− −− −− −−
12 D5(NOZZLE(71) TO SHELL JOINT) W-12 P1- P1 14.27/18 5 to 200 SMAW PECPL/286/WPS+PECPL/278/PQR Not Applicable 100% 100% 100% −− −− −− −− −−
13 D17(NOZZLE(78) TO SHELL JOINT) W-14 P1- P1 16.67/18 5 to 200 SMAW PECPL/286/WPS+PECPL/278/PQR Not Applicable 100% 100% 100% −− −− −− −− −−
D4(SUB NOZZLE(MP-61) TO MAIN NOZZLE
14 W-12 P1- P1 8.74/18.28 5 to 200 GTAW+SMAW PECPL/286/WPS+PECPL/278/PQR Not Applicable 100% 100% 100% −− −− −− −− −−
JOINT )
D7(SUB NOZZLE(MP-71) TO MAIN NOZZLE
15 W-12 P1- P1 8.74/14.27 5 to 200 GTAW+SMAW PECPL/286/WPS+PECPL/278/PQR Not Applicable 100% 100% 100% −− −− −− −− −−
JOINT )
16 D3,D6(RF PAD TO SHELL) W-12 P1- P1 18/18 5 to 200 SMAW PECPL/286/WPS+PECPL/278/PQR Not Applicable 100% −− 100% −− −− −− −− −−
EXTERNAL ATTACHMENTS WELDING WITH SHELL ASSY (CS AS PER AS PER
17 P1- P1 GTAW (or) SMAW PECPL/286/WPS+PECPL/278/PQR Not Applicable −− −− 100% −− −− −− −− −−
TO CS) DRAWING WPS
PRECISION EQUIPMENTS (CHENNAI) PRIVATE LIMITED
W.M No.: WM/1662-15 REV.01. WELDMAP - NDE AND APPLICABLE WPS PAGE No : 5 OF 5
THICKNESS PT NDE AFTER PWHT
WELD DETAIL THICKNESS
S.No JOINT(S) P.No to P.No QUALIFIED PROCESS WPS & PQR PWHT RT UT REMARKS
No. (mm) WELD EDGE ROOT/ROOT-BG
(mm) FINAL PT RT UT
PREPARATION (Note-12)
CHANNEL SIDE- FRONT
1 A1(LONG SEAM ) W-3 P8- P8 28 5 to 32 SMAW PECPL/491/WPS+PECPL/483A/PQR Not Applicable 100% 100% 100% FULL −− −− −− −−
2 A2(LONG SEAM ) W-3 P8- P8 20 5 to 32 SMAW PECPL/491/WPS+PECPL/483A/PQR Not Applicable 100% 100% 100% FULL −− −− −− −−
3 A10(NOZZLE (91) LONG SEAM ) W-11 P8- P8 14 5 to 32 GTAW+SMAW PECPL/55/WPS+PECPL/55/PQR Not Applicable 100% 100% 100% 100% −− −− −− −−
4 B4(NOZZLE (91) SPOOL PIECE CS ) W-11 P8- P8 14 5 to 32 GTAW+SMAW PECPL/55/WPS+PECPL/55/PQR Not Applicable 100% 100% 100% FULL −− −− −− −−
5 A8,A9(TRUNNION LONG SEAM ) W-19 P8- P8 16 5 to 32 GTAW+SMAW PECPL/55/WPS+PECPL/55/PQR Not Applicable 100% 100% 100% FULL −− −− −− −−
6 C1(BARREL TO CHANNEL COVER FLANGE) W-1,W-2 P8- P8 14 5 to 32 GTAW+SMAW PECPL/55/WPS+PECPL/55/PQR Not Applicable 100% 100% 100% FULL −− −− −− −−
7 C2(BARREL TO TUBESHEET ) W-4,W-5 P1- P8 14/28/(90+10) 5 to 200 GTAW+SMAW PECPL/396/WPS+PECPL/389/PQR Not Applicable 100% 100% 100% −− −− −− −− −−
8 C14(NOZZLE NECK(91) TO FLANGE JOINT) W-11 P8- P8 14 5 to 32 GTAW+SMAW PECPL/55/WPS+PECPL/55/PQR Not Applicable 100% 100% 100% FULL −− −− −− −−
9 D9(NOZZLE(97) TO CHANNEL COVER JOINT) W-15 P8- P8 14.29/55 5 to 32 GTAW+SMAW PECPL/55/WPS+PECPL/55/PQR Not Applicable 100% 100% 100% −− −− −− −− −−
10 D13(NOZZLE(91) NECK TO CHANNEL JOINT) W-11 P8- P8 40/28 5 to 32 SMAW PECPL/55/WPS+PECPL/55/PQR Not Applicable 100% 100% 100% −− −− −− −− −−
11 D14(NOZZLE(MP-91) NECK TO MAIN NOZZLE JOINT) W-11 P8- P8 15.88/14 5 to 32 GTAW+SMAW PECPL/55/WPS+PECPL/55/PQR Not Applicable 100% 100% 100% −− −− −− −− −−
12 D19,D20,D21,D22(TRUNION PAD TO CHANNEL ) W-19 P8- P8 18/14 5 to 32 SMAW PECPL/55/WPS+PECPL/55/PQR Not Applicable 100% −− 100% −− −− −− −− −−
13 D15(NOZZLE (98) TO MAIN NOZZLE JOINT) W-11 P8- P8 16.67/14 5 to 32 GTAW+SMAW PECPL/55/WPS+PECPL/55/PQR Not Applicable 100% 100% 100% −− −− −− −− −−
AS PER
14 EXTERNAL ATTACHMENTS (CS TO SS) WELDING WITH CHANNEL ASSY AS PER WPS GTAW (or) SMAW PECPL/179/WPS+PECPL/179/PQR Not Applicable −− −− 100% −− −− −− −− −−
DRAWING
CHANNEL SIDE - REAR
* - Backchip
1 A5(LONG SEAM ) W-9 P8- P8 10 5 to 32 GTAW + SMAW* PECPL/55/WPS+PECPL/55/PQR Not Applicable 100% 100% 100% FULL −− −− −− −−
and Reweld
2 A6(REAR CHANNEL DISH LONG SEAM ) W-21 P8- P8 14 5 to 200 SMAW PECPL/491/WPS+PECPL/483A/PQR Not Applicable 100% 100% 100% 100% −− 100% 100% −−
3 A7(NOZZLE(83) LONG SEAM) W-13 P8- P8 10 5 to 32 GTAW+SMAW PECPL/55/WPS+PECPL/55/PQR Not Applicable 100% 100% 100% 100% −− −− −− −−
* - Backchip
4 B3(BARREL TO DISH JOINT) W-10 P8- P8 14/10 5 to 32 GTAW + SMAW* PECPL/55/WPS+PECPL/55/PQR Not Applicable 100% 100% 100% FULL −− −− −− −−
and Reweld
* - Backchip
5 C5(REAR CHANNEL BARREL TO FLANGE) W-9 P8- P8 10 5 to 32 GTAW + SMAW* PECPL/55/WPS+PECPL/55/PQR Not Applicable 100% 100% 100% FULL −− −− −− −−
and Reweld
6 C12(NOZZLE NECK(83) TO FLANGE JOINT) W-13 P8- P8 10 5 to 32 GTAW+SMAW PECPL/55/WPS+PECPL/55/PQR Not Applicable 100% 100% 100% FULL −− −− −− −−
7 C13(NOZZLE NECK(MP-83) TO FLANGE JOINT) W-13 P8- P8 5.54 5 to 32 GTAW+SMAW PECPL/55/WPS+PECPL/55/PQR Not Applicable 100% 100% 100% FULL −− −− −− −−
8 D10(NOZZLE(83) TO DISH JOINTS) W-13 P8- P8 10/14 5 to 32 SMAW PECPL/55/WPS+PECPL/55/PQR Not Applicable 100% 100% 100% −− −− −− −− −−
9 D12( SUB NOZZLE (MP-83) TO NOZZLE JOINTS) W-13 P8- P8 5.54/10 5 to 32 GTAW+SMAW PECPL/55/WPS+PECPL/55/PQR Not Applicable 100% 100% 100% −− −− −− −− −−
10 D11(RF PAD TO DISH ) W-13 P8- P8 14/14 5 to 32 SMAW PECPL/55/WPS+PECPL/55/PQR Not Applicable 100% −− 100% −− −− −− −− −−
AS PER
11 EXTERNAL & INTERNAL ATTACHMENTS WELDING WITH CHANNEL ASSY. AS PER WPS GTAW (or) SMAW PECPL/55/WPS+PECPL/55/PQR Not Applicable −− −− 100% −− −− −− −− −−
DRAWING
PT CHECK AFTER EACH LAYER OF WELD
AS PER
12 SS 308L WELD OVERLAY ON TUBESHEETS P8 ON P1 AS PER WPS ESW PECPL/WPS/19/063+PECPL/PQR/19/063 Not Applicable −− OVERLAY & PT CHECK AFTER FINAL −− −− −− −− −−
DRAWING MACHINING
TUBE TO TUBE SHEET JOINT WELDING OD-31.75 PECPL/WPS/19/085+PECPL/PQR/19/085 ,
13 W-20 P10H-P8 AS PER WPS GTAW Not Applicable −− Root - 100% 100% −− −− −− −− −−
(STRENGTH WELD & LIGHT EXPANSION) THK-2.11 PECPL/WPS/19/085A+PECPL/PQR/19/085A.
Notes: 1.Welding consumables shall be purchased from consumable manufacturers holding approvals by an independent third party (e.g. Lloyds,BV,DNV,TUV etc.,)
2. SMAW consumables (Austenitic Stainless Steel) shall also have a coating formulation that does not intentionally add bismuth and bismuth in the weld metal shall not exceed 0.002%.
3. As a minimum , each batch of welding consumables shall be certified with 3.1 certification.
4. In case of SAW, qualification required for each combination of filler and flux.
5. The portion of shell/channel under lifting lugs shall be 100% UT examined to confirm the absence of lamellar defects.
6. All Lifting & tailing attachment welds (Pad to shell/channel assy) shall be 100% UT examined wherever possible/feasable or progressive MT or PT (for SS) to be done.
7. All CS materials where nominal weld thickness ranges (13mm<t≤25mm) shall be preheated at 75°C & nominal weld thickness ranges (25mm<t≤50mm) shall be preheated at 100°C.
8. If spin hole joint is applicable on dish ends relevant WPS & PT/RT shall be followed with joint no SPH1 respectively.
9. All attachment welds shall be PT examined.
10. UT is subject to accessibility and feasability with respect to the location of the weld and it's geometry.
11.Temporary tack welds & weld repair if any shall be performed from the above WPS listed (as applicable) & area shall be PT examined after necessary metal removal operations.
12. All weld joints shall be back chipped & rewelded where possible. If backchipping is done , backchipping -PT shall be done . Where backchipping is not possible, Root -PT shall be done
13. Wherever single 'V' full penetration weld (FPW) is required as per drawing / weldmap , root run shall be done by GTAW.
14.Applicable WPS with Revision number is
Shell side Channel side
i) PECPL/286/WPS(REV.03G) i) PECPL/55/WPS(REV.01B)
ii) PECPL/280/WPS(REV.03E) ii) PECPL/491/WPS(REV.02)
iii) PECPL/396/WPS(REV.01A)
iv) PECPL/WPS/19/063(REV.02)
v) PECPL/WPS/19/085(REV.01)
vi) PECPL/WPS/19/085A(REV.01)
PREPARED BY REVIEWED & APPROVED BY REVIEWED BY
ANNEXURE-1
5mm to 200mm(Without Impact)
16mm to 200mm(With Impact)