Precision Measurement Techniques in Engineering
Uploaded by
yashar2500Precision Measurement Techniques in Engineering
Uploaded by
yashar2500!
Practicel
Engineering
MA1001
Measurement
in measurement
standards
Environmental
standardrcoms,metrologylaborabrlcsand Inspecdon
roomsrcqulrca contsolledenvhonnEntso thet
precislonmeasurcments
can bc carrledout. Ttrc
agreedtempcrfrrrc for prcdsion
Intemauonally
ig 200C,The ncadfor a constant"
mcasuremnt
standardtempcratureIt csscnualbecauscmost
materlalsc)gandwhcn heatedand confad wicn
coolcd,Thls not only #ects the llneardirncnsionsof
comporrcnbbut [Link] ls
rnoctllkdy to occurIn asscmbllcanradcfrom
dlfiarcnt rnaterlalswltfi dlffercnt Gtes of ogansion
whensu$ect to thc safitctemperahrrcchange.
Ruler
+I
| *Madefromspring
plated,
I rted, usually
I prefvablywitha
I mffi finish.
e 150mmruleisthe
mostcommon.
olAccurate
to 0.5mm
Iuarht
dtadh'id
[Link]@:Nlk
Vernier
caliper
+-
Cusedfor oGemal
andintemal
measurement,
and
for
sometimes
depffi.
*Usualsizeis 150
mm
tAccurateto 0.05
mmor 0.02rtrm
(L rfftaol
ft. !.rrar
-aa
Micrometer
C.?,, -_ [Link] I
/Ao
+l+usesa 0.5mmpitch
&
I screwthread,and a
I banel calibratedinto
* -,;
j so oivisions.
i+[Link]
SRangelimitedto 25
mm, so sizes;
0 -25,25 - 50,50 - 75,
etc.
!i+.5",
tI
I
l
l
i
I
"Accuracy
i +fne greaterthe accuracydemandedby a
I designer,the narrowerwill be the tolerance
I bandandthe moredifficultand cosUywill it
withinthe
I be to manufacturethe components
[Link] the tolerancegets bigger,
tfie dimensionbecomeslesspreciseand
easierto [Link],for easeof
manufactureat minimumcosqa designer
neverspecifiesan accurasygreaterthan is
necessary
to ensurethe correctfunctioningof
the comDonent.
Avoiding
cumulative
errorc
Tftoma
; CBy measuring
i dahlmthe problem
erors
I of cumulative
i rsawoeo.
i
@+
|
I
|
MA1001 EneineerinePracticeI
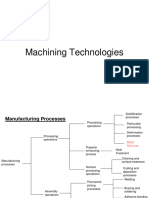
ManufacturingProcesses:
Removingmaterial
1.
Turning (centre lathe)
To removematerialby turning, the lathe has to rotate the work piece and guide the
tool.
Sprnf\g
3p...[
g*- {.".n.
ca.o,5!^de-
([Link] rcur"L
s LJ e
[Link].r(
.tr ge^v
ircin
Taitstoc K
SvavoL
Le^"L
?a-o.
Travqr5s
SpiJL
Scve,>
fravev'si:,
:\^{
yevefs<,
9*lo[|<Apvon
rwv
cLutch
f5r[
Cabinet & base
Fe.o(
3eo, Lrnr
Parallel (cylindrical) turning
|oda-r
P u^p
[Link]
The work can be held in a chuck, and the tool is fed into the work by the movement of
the carriage along the bed and the depth of cut controlled by the cross slide.
Axis of rotationof
and w orkpi ece
Saddle (caniage)
Barrelmovementwithin
tailstock
Barrel(poppet)
Tailstock
.| (loose head)
Headstock
( fas t head)
,?.
--+
Toi\stoc((
Basi c a l i g n m on t
Movementof saddl eal ong
bed parallelto axisof
rotationof the spindle
The carriage or saddle provides the basic moyemant
of the cutting tool parallel to the work axis
l Mov ementof
tai l s toc kal ong
bed parallelto
s pi ndl eax i s
Perpendicular (facing) tuming
The work is usually held in a chuck and the tool moves perpendicularto the spindle
axis bv the cross slide.
Micrometerdial controllino
compoundsl i dew hen
providingin feed to the tool
M i c r o m e tedr ia lco n tr o llin g
C r O S S - Slrwn
Oee n Pr OVtOtn o
i n - f e e dto th e to o i wb ilst
c y l i n d r ica lly
tu r n in g
Cutting angles applied to a single point lathe tool
Tool height is very importantwith turning tools. The centrein the tailstock is often a
usefulplaceto checkandadjustthe cuttingtool to the correctcentreheight.
Rakeangle
is reduced
\
90'
R"t
" "nsr"
ls IncreaseiJ
(a) Tool set correctly
o n co n tr e h e ig h t
(b) Tool
".t
height
Clearance
a n g l ei s
increased
Lru,[Link]
1 C l earance angl e
\ ts reduced so
that it is no
Ionger affective
and the tool rubs
(c) Tool set [Link]
hei ght
Drilling machines
To remove material by drilling, the drilling machine hasto rotate the drill and provide
a meansof feeding the drill into the work piece. Usually the hole being drilled has to
be perpendicularto the datum,surfaceof the work piece.
eieppe.t
'stQPPd[ puilq
Putl4/t
.lp"e.t ch*'[Link]
"
l-ga
tse\t
Belt guard
Aotor
Csntrots
hotn ctte'.
[Link]
:91"4\e Qo.g
PePlh
c\$ (l
5a^l5'
5toP
C\rvcK
Spindleaxis----1
Be n ch d r ilti ng machi ne
The spindlerotatesandlocatesthe drill andis itself locatedin precisionbearingsin a
sleevethat canmovewithin the body ofthe drilling [Link] spindlespeedcan
be adjustedby alteringthe beltpositionon the [Link] feedis operated
by handthroughtherack andpinion mechanism.
This type of feedmechanism
enablesthe operatorto 'feel' the drill cuttinginto thework piece.
Spindle extension
Stepped driving pulley
Pulley journal bearing
Bearing spacar
Pulley journal baaring
spindle journal
b6aring
Rack
Pi ni on
Sleeve lock
Grease nipple
Guard
Thrusl race
Lower spindle journsl
bsaring
Drift slot
Spindle
'1. ci'ctgr*,cr1
M or s etaper {
L.
s r z e.J
Other operations which can be performed on the drilling machine are;
/4W
eFot
Cgv ntcrbo'ix1
C*9 t"^&
3cY.r{3
L)
(o.i-1
To producedimensionallyaccurateholesa machinereameris [Link] requiresa
hole slightly smallerthanthe onerequiredto be drilled,(approx.0.5mm smaller),and
thenthe machinereamerfitted to the drilling spindleto finish the machining
operation.A lubricatingoil is oftenusedwith the reamingoperationto achievea high
qualitysurfacefinish.
,&"Eamd
Reamers
Ream?ers
Para!ileEffiact'aEme
STRAIGIITSHAT\JK
TAPERSl-lAt',lK
Milling machine (vertical)
The basic alignments and movementsof a vertical milling machine are shown in the
diagram below;
. >\c
t"\g-t c.i.
l";"-\
g/s tuv t
L,rtir,r;
-\
Tilting head
V ari abl e-speed
spi ndl e motor
B ack gear
Motor speed
COntrol
Motor directton
control
Coolant on,/ofl
swilch
Motor direction
control
Spindle feed
hand s,heel
(.n re
,
Spindle nose
c[[Link]^l
\ar.I\e
Cross-
"u.
r(krb\ t-
t "-.,"\ q\s"{'
lraverse
handle
Reduciion
gear box
Tobie-
Table
travers
mrcromeler
Knee lock
{-*".L 1.*t
b"i
tv*w.r;e
Cootant
pump
rnolor
( e' '
k""" ste^f
Ease and
coolant surnp
LKvre*
h..". I t .
Some typical cutting operations performed on a vertical nilling machine;
(a) Usinga facemillto Produce
a olanesurface
(b) Usinga shellendmillto
producea step
(cl U soofa.
This'blind'keyway
wouldhaveto be sunk
witha,
Thisrecesscan bs cut with
an ENDMILLsincecutter
canworkin fromthe edge
of blank.A slotdrillcould
alsobe used
of
Applications
theslotdrill
Thisrecesswouldhavet9 be
machinedwitha -3lot drills
whichis the only cutler that
willworktromthesolid
(d) Useol slotmillsandenddrills
.cutl er
7 ' ? l I o (z o " J
MAL001 EneineerinePracticeL
LIMITS AI\D FITS
a componentto the exactdesignsize,this sizebeinga
It is impossibleto manufacture
numericalvalueof [Link] overcomethis difficulty, a toleranceis permittedor
'tolerated'which is the amountof deviationfrom the givenbasicdesignsize,or the
reasonableinaccuracyin manufacturing.
margin of error, allowableto accommodate
d
'J
\Y
N
On a drawing,this toleranceis indicatedby thg maxiqumand minimumpermitted
\lo.r" .u^?83shownin the diagram
sizes,which arecalled upEe(
^.."1
shouldbe statedonly whenthe requiredaccuracyis essential.
[Link]
p,
tn
o r{
t<
NI
'{
Clearance lit
This is a fit which provides a clearance: hence the shaft is always smaller than the
hole into which it fits. Clearance is the positive difference between the sizes of the
hole and the shaft.
I
na,n
Typicalapplicationsof
pulleys,bearings,etc.
cfeornnr.
loosepulleys,
fast
U1,ffi":.i::tating
shafts,
Interference fit
This is a fit which always provides an interference; hence the shaft is always bigger
than the hole into which it fits.
y,.61-a
s-{-eor,+nce-
'r'^tn intetle(ence-
Typicalapplicationsof the interferencefit areon pressed-inbushesor sleeves,crank
pins,shrunk-oncouplings,railwaywheelsshrunkon to axles,etc.
[Link] ol /on.
a
t.
h*t ,*J @,[
Transition fit
This is a fit which may provide either a clearanceor an interference;hencethe shaft
Arq
[Link]
Typicalapplicationsofthe transitionfit areon bushes,spigots,fasteners,
pins,keys,
stationarypartsfor locationpurposes,etc.
Determiningworking limits
In orderto decideon a desirablefit, the functionof the assemblymustbe considered.
The shaft is going to rotatein the bush,hencea clearancefit is [Link] bushis
goingto bepressedinto the bracketboss,hencean interference
fit will be appropriate.
75
-qt|'l
*3o
+5t
+31
'
7b
I
y+o
+' 39
a6,
\f
tc\ O
rl \'r
rJ\
:-
r--{l
I +____t
sr, LH_IJ^
g
d8 r
oa
n0c]
o dl _
pF
An
oo
P ol
+ \$ .
\
SHAF T
B OS S
Calculatethe maximumandminimum limits forthe following shaftandhole nominal
sizes:
a)
5 0mm
H l l /cl l
b)
100mm
H7ln6
c)
150mm
H7ls6
1 r" +tio
l, u il, 0
\I
1'roo
1 y=
t5 o
fl 1
5o"t(,0 -, 1+t'sro
e lo. o, , f ; \ + t ' + , o
i7 o , O 3 5
/ , r r .' ,ooo
l5o.o4o
r [Link]
f io o
\ ^o
5
tco,o+5
t oo. ozP3
(50" tz5
ifo ' ioo
fkd i
I r()tn
l l s . l 5tX ): 1 9 6 9
rs Hl
{ N{
Dl
StrLtrCTE)ISO F'ITS--HOtr BASIS
[Link] lil$
Transilion fits
)'ral
4500A
l!s0c l. I'ibrunrt
1970
lnlcrfcrcnce lils
+
Dixgr.m lo
$ale fot
!5 mm. diNmclcr
He
Y / / l r AHil
WA
He
WA - W4
HO
H7
772
r77Z
.}"
ts\ss
t7
n:
K\\\\
N\\\\
H7
7777V
H7
rv7
k6
H7
r-Zi7-z
n6
N\sll
H7
?777V
H7
17777)
--d-
r6
Fs\ll\
Holcs
t-\\\
h6
Q9
d to
Sho I ts
\ominrl
Orcr
'lirlcrancc
sir(s
'lit
lill
0 0lll nrnl
l
I
l0
l0
t8
l0
40
50
65
80
r00
r20
t8
l0
40
50
65
80
00
20
140
40
60
r60
80
r80 200
200
225
250
280
:\l5
155
400
T5
150
180
3 t5
+6 0
0
+? i
0
0
+ ll0
(l
+n0
0
t
0
+ 160
o
+ r90
o.
+ r90
(,
+ ?20
0
J
f ) l)
o
o
+ 150
o
+ t50
0
0 l|()l nrnl
- 60
_D0
_70
- t{o
- t70
- 95
- :05
80
- D0
290
- t40
- 1lo
-l 50
ts
0
dt0
0 001nrnr
H9
0 001nrnr 0.001 nnt
- 20
_60
+25
0
-lq
+.10
0
- 10
+ .10
o
+ l()
- .:o
- 50
-{o
- qa
*50
- l?o
- 65
+ 16
0
+ 4:l
6l
?s
+ Jl
0
o
!11
tl
[Link]""
a1
il7
0 001 trrnr
0 001mm
0 001 nnl
{) 001 nlnr
J. l4
0
-6
- t6
+10
0
-l
_E
+ l!
o
+ t5
0
-{ l?
-) t.l
+t8
-6
+l
r
0
t)
- .t0
* 97
F 27
o
+ .ll
o
- tl
- 28
_t6
_1,
4l
+61
0
- 50
- | tl
+ :19.
0
-25
-J0
+ 7{
- 100
+71
0
- 60
- ll{
+46
0
- .t0
-60
+10
0
+ ri7
0
- t2 0
- 260
f8?
0
- 12
- t59
+J 4
o
+ too
o
- t{ 5
* 105
+ too
- 81
- t85
+ 6.1
.o
_16
- 81
Tolerence
h6
+10
0
0 001 mm
+ 12
0
'l
20
lt
0 001 nrm
0 001 nrrr
H7
n'l
no
0 001nrrn 0 001 nldl
p6
0 001nrnr 0 0{,1 nrnl
+10
+10
+10
o
+t2
0
+
+
+l?
+16
+15
o
+t8
+ 15
0
+18
+ 12
o
+ 15
+21
0
+ 15
+ tt3
+ 25
0
+ 1.1
+ 17
+ 25
'0
+ .r0
o
+19
+20
+t0
t- l8
0
- lt
0
+21
0
t<
k6
ll
o
+l?
l9
t0
+ 18
+28
tl
'I_olcrrncc
l'olcrrncc
+6
+0
fl1
Tolerancc
+10
0
-6
+21
n
- 80
- t80
s6
ll?
|61
0
Tolerancc
0 01)l Dnr
1l
+ lx
+lJ
l<
- t6
0
-t0
-29
+t0
0
- 19
0
+.t5
0
- 14
+ :t5
0
- 22
0
+.15
0
+ 15
+l
+ 15
U
+45
+ll
+ .lj
0
+59
+17
fd0
0
-J9
+i 0
0
- 25
0
+40
0
+28
+l
+{0
+52
+27
+{0
0
+6E
+ J.l
0' (
+21
+10
0
+ ili
0
t70
J5J
+ lt5
0
* t00
- l tJ
tJ
+ [Link]
0
- t90
- 400
+ n0
c
-ilo
- ?t0
+81
0
- 56
- lotr
+ H0
_62
- l 19
+51
0
+ 6.1
- 10
- 60
355
100
+ .160
{W
(,
-IO
- 4.10
l. t{ 0
0
- | ]5
- 265
+89
450
+ 400
o
+ .lu)
o
- 4.10
- 840
+ r 55
- 2.10
- {tto
+ l5 - r
o
-n5
- 190
te7
0
S l a ck fil
+16
0
+46
0
- 19
0
+.t6
0
+.1.t
+4
+ l(l
0
+60
+ .11
+ 10
0
J- 20
+ t4
+ t!
0
+ 2l
+15
o
+t8
0
+21
+{l
+16
5l
.12
+J6
0
0 001 mm
(,001 nrnl
+ 1e
+J0
(,
Il80
Loorc fil
Eait tir
(,
6ll
[Link]
N or m al fi l
51
- t7
( l os c l i l
B r it is lr S ta n d a rd d a ta s h e e t BS 4 5 0 0 41 sel ecredIS O hts * hol e basi s
t8
5.1
+.16
+J
+57
0
- 16
0
+ )/
o
+..10
+61
0
- .10
0
+61
0
+ .15
Sl i dc Ii l
-F5
t ' rrs h f i l
+66
+.lJ
tr- 5)
tl
+ llt{
+56
+ r7
0
+ 7.1
+J7
o
+ 9lt
+6:
+ 6.1
0
+80
+ .10
+ 61
0
+ 108
+ 6ti
l )rrs s l i l
+ 19
+ t)
:19
+48
l0
l8
30
40
50
+72
+78
65
+ .15
0
+.15
o
+40
+91
+11
+ l0l
1- lt)
-t- | t7
80
00
20
+40
0
+40
o
+46
+ r25
+ t00
f-
l
I
+16
5r,
,TO
3
3
6
+ 10
n
sircs
ntnl
+ .t0
t)
t0
l8
30
40
50
65
80
100
120
140
t60
60 tB0
BO 200
200 225
40
6(.,
225
t5
v0
+5
t)l
250 280
280 315
+Jl
+ :16
+57
0
+:{.1
l )ri rt ' f i t
Orer
+ 5r)
+ .1.)
+46
0
+ 160
- 50
- 96
s6
+ 20
+15
\ominrl
il7
+6
tlo
260
550
280
570
- :l0u
6:0
- :l-]o
- 6J0
_ .160
-r50 -500
[Link]
H8
c9
- 480
+ :120
0
+ :120
170
i90
t80
400
200
- 2t0
- {60
+ 190
0'
+ 290
0 001 mnl
!t
1{0
'I olrrencc
folcrancc
lt9
cll
(t.l
0
+ ('l
r- 19
l ' o rc c I i l
315
355
400
450
250
355
400
450
500
MA1001EnqineerinqPracticeI
Presswork
Thereare threedifferentwaysof coldworkingsheetmetalin presstools.
Theseare:
1. [Link] thiscasethe requiredshapeof workis shearedfromthe
to [Link]
metatstrip,the metalbeingdeformed
variationsof shearing;
(a) Blanking,in whicha blankis punchedfromthe strip,the blank
removedby the punchbeingthe [Link] metalleft is
[Link] die is madeto the requiredsize,[Link] punchis made
smallerthanthe die by the amountof clearancerequired.
Waste
Tillilil
/
ffi'+
a:
Strtp leed
Requlred Part
(aJ Blanklng
(b) Piercing,in whichthe blankpunchedor piercedfromthe metalstripis
The piercingpunchis
waste,the holeleftin the stripbeingrequired.
beingaddedto the die.
madeto the correctsize,the clearance
FLerqlng
Tilil
Stnp feed
Regulred
part
(b) Piercing
(c) Cropping,in whichthe pieceblankedfromthe stripis waste,the strip
leftwiththe croppedendsbeingthe requiredpart.A croppingtoolis,
a blanking
tool.
in principle,
Strip feed
Requlred part
(c) Cropping
-Top sct
Pressurc plat
[Link] punch
Punch plate --J
'
\
' r't | ['tt '
Piercing punch
Strigper
Bottom set
The diagramabove showsa pierceand blankpresstool. This is a simple
shearingtool, and the punchesand die can be of any [Link]
tool shown has the main featuresof any presstool that we will examinein
more detail.
r 1l
lr- rr,.:ln f ?,r,tc*,.. [Link].r.:.{.
Punch
Madefromnon-shrinking,
non-distorting
alloytoolsteel,suchas a high
[Link]
carbon,highchromium
andground,and
are heldin a [Link] shanksmaybe a drivefit in the punchplateas
[Link] usedto manufacture
the requiredholes
veryaccurately
in the punchplate.
Die
Madefromthe samemetalas the punch,and likethe punchis re-sharpened
by grindingthe top [Link] shapesmaynecessitate
the die being
madein morethanone [Link] profileis 'backedoff withtaperas
shownto allowthe blanksand piercingslugsto easilyfall clearintotote boxes
positioned
underthe pressbed.
Stripper
Thisis usuallymadeout of mildsteelandis a clearance
fit for the punchesat
the top, and the stripat the sidethat it guidesintothe correctpositionunder
the [Link] stripperpreventsthe metalstripliftingup with the punchas
the [Link] alsoprovidesa meansof housingthe stops.
Sfop
Thereare manyformsof stops,the one shownbeinga simplespringloaded
[Link] the stripis pushedunderthe stopit ridesup overthe stripto drop
intothe spaceleftby the [Link] the stripis thenpulledbackagainstthe stop
(againstthe directionof feed),the stripis correctfylocatedfor the next
shearingoperation,leavingthe minimumof wastemetalbetweenthe blanked
[Link] to a stopcan be carriedout at highspeedby
the operator,anda welldesignedstopmustbe simpleandefficientin use.
Morecomplextoolsrnayrequirernorethan one stop,and arrangements
can
be madeto operatestopsby the moven'tent
of the pressram if desired.
Automaticfeeddevicesdo not requirestopsas the stripis automatically
movedalongthe correctpitchlength,betweeneachstrokeof the press.
Pilot
Theseare heldin the blankingpunchand are a clearancefit for the pierced
[Link] the ramdescends,
piercedholeand
the pilotlocatesthe previously
positions
the stripmorepreciselyunderthe [Link] used
wherethe relationship
of piercedholesto a blankprofilemustbe precise;
thereforea stopinitiallypositionsthe strip,butthe final positioningdepends
uponthe [Link] can be seenthenthatthistechniqueis idealfor a rollfeed
press,whichhas no stopsuponthe tool.
DrbSefs
Thesemaybe madefrom mildsteelas theyare bolstersto whichthe die and
punchassemblies
are [Link] set holdsthe shankby meansof
whichthe punchassemblyis locatedand heldin the [Link] bottom
set is boltedor clampedto the pressbed in the correctrelationship
to the top
set so thatthe axesof the punchesanddie holesare in line.
Castirondie setsare commercially
available
whichare madecompletewith
guidepins and [Link] top set can alwaysbe locatedin exactly
the samepositionrelativeto the bottomset. The presstool-makerthen
ensuresthatthe punchand die are alwaysa perfectfit whenthe tool is
[Link] makesthe settingoperationon the pressquickand easy,
becausethe completetool is simplymountedand fastenedon the press,no
locatingbetweenpunchand die beingnecessary.
PressurePlate
This is a hardenedand groundsteelplate,whichis insertedbetweenpunch
and top set, in orderto takethe impacton the headof the punchas it shears
throughthe strip.
2. Bending.
Punch p[ate
Locatlng btocks
Bottorn set
The metalblankreadyfor bendingis positionedon the die in the locating
[Link] punchdescends,andthe work is heldbetweenthe punchface
andthe [Link] and punchcornerradiishouldbe
as largeas possibleto assistforming,and preferablynot lessthantwicethe
thicknessof [Link] pressurepadejectsthe componentafterforming.
.\
in_ trr,e I
d,ust cxg
Pc.vt5
.=-to'(*-1<-
\s
,no
Gv"e- in
*q
I here
C-,a:t
p,cxYt5
0.55{"Ttt.,L'
,";
l J^
II
{,<.
1-- t
**I
CcrQ rt.r[
Y^ru
';;to rrot\e
\3
of t"..o.l.'
[Link] diagrambelowshows a typicaldrawingtool in which a blank
is beingdrawn into a cylindricalcup. The work is shownin a partialiy
drawnstate,the punch not yet having'bottomed'.
Punch
Presgurepeds
Bottorn set
Drawingtool.
The springloadedpressurepadon the punchkeepsthe metaltightagainst
the die face,andthe blankis ironedout as it is dravrrn
overthe radiusededge
of the die [Link] the cupand keepsthefinishededge
of the [Link] pressurewhichis appliedby thispadis important;
no
pressuregivesheavywrinkfing,and excessivepressureresultsin the bottorn
beingpressedout of the [Link] optimumpad pressuregivingbestresults
varieswiththe type of work,butwill be to the orderof 30 to 40o/o
of the
drawingpressure.
Practice1
MA1001Enqineerinq
Processes:Polymers
Manufacturing
POLYMERMATERIALS
Polymerscan be dividedintotwo groups-thermoplastics
and thermosetting.
materialscan be softenedand re-softenedindefinitelyby the
Thermoplastic
of heat,providedthetemperature
is notso highas to cause
application
Suchmaterials
can be formedintodifferentshapesby the
decomposition.
(polythene),
applicationof [Link] suchmaterialsare polyethylene
polyvinylchloride(p.v.c.),polyamide
(Nylon),polycarbonate
and cellulose
acetate.
materialsundergoa chemicalchangewhentheyare subjectto
Thermosetting
heat;this changecannotbe changedby the applicationof furtherheating.
(Bakelite),
Typicalthermosetting
materials
are phenolformaldehyde
urea
formaldehyde
and melamine formaldehyde.
polymershaverelativelylow densities,
Boththermoplastic
and thermosetting
relativelylow strengthand stiffness,low electricalconductivity,
low thermal
lowspecificheatcapacity,highcoefficient
conductivity,
of thermalexpansion
and are softenedor degradedat temperatures
not far removedfromthe
boilingpointof water.
For mostpurposesothermaterialsare addedto the polymerto makethe
materialfor processing
intoproducts,
the termplasticgenerallybeingusedfor
this'mixed'material.
The additivesmaybe in the formof solids,liquidsor
[Link] purposeof the additivescan be eitherto improvethe properties,
or addcolour.
reducethe cost,improvethe mouldability,
The followingare sometypicalexamplesof additives.
Glassfibrescan be
andto makeit lessductilebut
addedto improvethe strengthof the material,
[Link] addedto improvethe [Link]
of the materialduringprocessing,
be addedto improvatheflowcharacteristics
polymer
[Link]
the liquidactinglikea lubricantbetweenthe
additiveis a gas,the resultbeingfoamedor expandedmaterials.
FORMING
PROCESSES
The processesusedwith polymerscan be consideredto be dividedintotwo
groups-primary
processesand secondaryprocesses.
Primaryprocesses
involvethe fabrication
of the component
in a single
polymer.
Casting,moulding,extrusionand calendering
operationfromthe
are
Withsecondaryprocessesa productof a
examplesof suchprocesses.
primaryprocess,e.g.a sheetof polymer,is transformedintoa finished
[Link] machining
areexamplesof suchprocesses.
Moulding
I
C.h<-op
fcoce-e=
In1-ection
moulding
andto someextentfor
A widelyusedprocessfor thermoplastics,
materials,
is injectionmoulding.
In thisprocessthe polymeris
thermosetting
A rotatingscrew,or a ram,then
fed intothe coldend of the injectioncylinder.
the materialand passesit througha heatedsectionand then
compresses
injectsthe polymerintothe [Link] the caseof thermoplastic
materials
the
mouldhas'[Link] materialhassufficiently
cooledthe
is ejected.
component
materialthe sameprocedureis adoptedbut the mouldis
Witha thermosetting
heatedand the componentcan be ejectedwithoutwaitingfor the component
to cool,thoughthe materialmustbe heldin the mouldfor a sufficient
timefor
production
possible
rate
with thermoplastics
the curingto be [Link]
is fasterthanthatpossiblewiththermosetting
materials.
Complexshapeswith inserts,holes,threads,etc can be producedbut
enclosedhollowshapesare [Link] beeror milk
bottlecrates,toys,controlknobsfor electronic
equipment,
tool handlesand
[Link] sizeof the productscanvaryfromthe controlknobsize,a
massof perhaps15 g, up to palletsperhaps1.0m squarednd havinga mass
of manykilogrammes.
The costof the mouldsusedwithinjectionmouldingis highandthusit is only
withlargeproduction
runsthatthe [Link]
thereis littlewasteof materialin the processandthe partstakenfromthe
mouldare finishedproducts.
Transfermoulding
mouldingandtransfermouldingare usedwiththermosetting
Compression
[Link] compression
moulding
the powderedpolymeris compressed
betweenthe two partsof the mouldand heatedunderthis [Link]
transfermouldingthe powderedpolymeris heatedin a chamberbeforebeing
transferredby a plungerintothe mould,q processnot unlikeinjection
moulding.
The costsof mouldsusedwithcompression
mouldingtendto be lowerthan
thoseusedfor eitherinjectionor transfermoulding,
thisis becausethe mould
polymer
is simplerwith no accessfor the molten
havingto be [Link]
mouldinginsertsmaypresenta problem,beingdamagedor
compression
movedwhenthe pressureis [Link]
complexpartswith insertsto be readilymade.
mouldingis usedto produceproductssuchas washingmachine
Compression
plugcases,switchcases,knobs,car instrument
panels,
electrical
agitators,
etc.
Fqtdarcd
polymcr
Moulrl
Mould
Compressionmoulding
Transfermoulding
Extrusion
Extrusion
Withthe extrusionprocess,moltenpolymeris forcedthrougha [Link]
doneby a screwmechanismwhichtakesthe polymerthrougha heatedzone
beforeforcingit throughthe [Link] operationis continuous
with a steady
sourceof moltenpolymerbeingforcedthroughthe [Link]
constantcross-section
are [Link] processis usedwiththermoplastics for the productionof pipesandvariousprofilessuchas curtainrails,
sealingstripsand skirtingboards.
lf thinfilmis required,
a die can'beusedwhichgives,anextrudedcylinderof
the [Link] is inflatedby compressed
air to give a
methodis to usea slitdie and allowthe hot
sleeveof [Link] alternative
intoa [Link] may
materialissuingfromthe die to fallvertically
be a waterbathor a pairof [Link] eitherof
thesemethodsis usedfor packaging
and a varietyof decorative
and office
USCS.
Sheetcan be extrudedby usinga horizontal
die of the appropriate
shape.
processing,
Suchsheetmayb usedin secondary
suchas thermoforming,
to
formproductssuchas dinghyhullsand containers.
Corrugated
sheet
producedthis way is usedfor roofing.
.
Blowmoulding
An importantextrusionprocessis [Link] processis
[Link]
usedfor the productionof hollowarticles,particularly
operationinvolvesextrudinga hollowtube.A mouldis placedroundthe hot
tube,knownas a parison,and closedup on it. The mouldsealsthe lowerend
of the tubeand the top end is cut off with a [Link] mouldthen moveson to
haveair injectedintothe [Link] air causesthe still hot parisonto fill the
cold mouldwhereit hardensbeforebeingejectedwhenthe mouldis opened.
The entireprocessis automated
and is capableof highproduction
speeds.
Knife
(b )
Blow moulding
Calendering
This processis usedfor the productionof continuouslengthsof sheet
thermoplastic
mategials.
The calenderconsistsof essentially
threeor more
(,x^r7/e : rrlouso&se Ffist;"
[Link] heatedpolymerpassesbetweenand roundrollersto
emergeas an outputof [Link] processis continuous.
Forming
Edges
clorhped
Heotcd shcet
olly
--4:':
Moutd
Air
withdro*n
Vacuumforming
Formingprocessesare secondaryprocessesin that theyare usedto form
[Link] heatedsheetis pressedintoor arounda
[Link] diagramaboveillustrates
one formof this process,thisversion
beingknownas vacuumformingin that a reductionin air pressurebetween
the sheetand the mouldis usedto causethe sheetto adoptthe shapeof the
mould.
Thermoforming
can havea reasonable
outputrate,but dimensional
accuracy
good
is nottoo
and holesand threadsare not [Link] methodcan be
usedwithvery largesheetsand is usedfor formingmachinehousings,
pallets,car bodies,dinghyhulls,andsmallitemssuchas drinkingcupsfor
vendingmachines,egg cartonsand [Link] mouldsmaybe
madeout of wood,metalor [Link] be relativelycheap.
Machining
In the production
of manyproducts,
machining
can be avoidedby a careful
designand choiceof the manufacturing
[Link]
machiningprocessescan be usedwith polymersbut thereare someproblems
associatedwiththe factsthat polymersare poorheatconductorsarid have
low meltingor degradation
temperatures.
Becauseof the poorheatconduction,
littleof the heatdevelopedduringthe
machiningoperationis conductedawaythroughthe [Link] tool
usedtendsto run very [Link] polymer,if a thermoplastic,
tendsto
soften,swelland [Link] yet morefrictionand
heatdevelopment,
as well as [Link],in machiningpolymers,
correctmachining
conditions
arevital.
{esist
durro*n)nl
h""t
----* l',""*
, Tlrr^"fl*,nric-----?.1.^'3* b
/l
l0K.
IS
zxerti^ "\ \.-<-.
J
L^, *)*^'
! "---
/,,J
c"QJ
yeerstanr.
CaJe
* ^l
]^l,u'
ts
\+ J,[Link]"t
Ysrs{ctxt.
7i;'i!*ii'
Cv c . * t f . o t ,
Lo,^u"u{-";J3'
.:K
MAl001EnqineerinqPractice1
Propertiesof materials.
The principalproperties
of materials
thatare of importance
to the engineerare
as foffows
.
--(J4
( ^%')
Tensitestrength
\%
f,
Thisis the abilityof a materialto withstand
tdnsile(stretching)
loads
withoutbreaking.
Thediagrambelowshowsa heavyloadbeingheldup by a
rodfastenedto a [Link] loadis tryingto stretchthe [Link]
rod is saidto be in tension,so the materialfrom
whichthe rod is made
needsto havesufficient
tensilestrengthto resistthe pullof the load.
Fixedbeam
Rod is being stretched
by the load
Compressive strength
Thisis the abilityof a materialto withstandcompressive
(squeezing)
loads
withoutbeingcrushedor [Link] component
beingcompressed
by a [Link]
the component
needsto be
madefroma materlalwithadequatecompressive
strengthto resistthe load.
Floor
Component
is beingsgueshed
by the load
Shearsfre ngth( *t'"- &itt- |l'*L')
Thisis the abilityof a materialto withstandoffsetloads,or transverse
cutting(shearing
actions).
Load
Load
.Jo
,.JO
The diagramshowsa rivetjoiningtwo [Link]
on the two barsaretryingto separatethemby pullingone bar relativeto the
[Link] loadsare notexactlyin line,theyare saidto be offset,and
therefore,
the loadon the rivetis calleda shearingload,thatis,the rivetis
saidto be in [Link] the rivetmaterialdoesnot havesufficient
shearstrength
to resistthe loads,the rivetwill break(shearoff),andthe barsandthe loads
actingon [Link] sameeffectcan be causedby loads
pushingon the endsof the two metalbarsjoinedby the rivet.
ls
fL.*-",r"l
Jfut
Toughness (impact resistance)
Thisis the abilityof a materialto [Link] a materialshattersit is
brittle([Link]).Rubbersand mostplasticmaterials
do notshatter,
[Link]
shouldnot be confusedwithstrength.
&{5
\^""\""u"
toyhness
Hammer
Crack
Vice
c;,Jg."."".
The diagramshowsa metalrod in a vicebeingsubjected
to [Link]
the rodis madefroma pieceof [Link]
steel,for examplesilversteelin
the annealed(soft)condition
as supplied,it will haveonlya moderatetensile
strength,but underthe impactof the hammerit will bendwithoutbreaking,
thereforeit is [Link] a similarspecimenis madehardby makingit red-hot
andthencooledquicklyin water,it will nowhavea verymuchhighertensile
[Link],althoughit is nowstrongerit will proveto be brittleandwill
breakoff easilywhenstruckwitha [Link] nowlacks
toughness.
A materialis brittleand shattersbecausesmallcracksin its
grow
quicklyundera tensileforce.(Asa materialbendsits outer
surface
layerstendto stretchandare in tension.)Thereforeany materialin whichthe
spreadof surfacecracksdoesnot occuror onlyoccurstqa smallextentis
saidto be tough. @
{ot,1hn.>s cr,^...{L*Jv,,rs (/(. il,"*,-.,'
Elasticity
Thisis the abilityof a materialto deformunderloadand returnto its original
sizeand shapewhenthe loadis [Link] tensiletest
[Link] it is madefroman elasticmaterialit will be the samelength
beforeand afterthe loadis applied,despitethe factthat it will be longerwhilst
the loadis [Link] onlytruefor mostmaterials,
if the loadis
relatively
smallandwithinthe elasticrangeof the materialbeingtested.
Beloreand
afterloading
Elastlc
extension
Tensileload
applled
Plasticity
Thispropertyis the exactoppositeto elasticity.
lt is the stateof a materialthat
hasbeenloadedbeyondthe [Link] loadbeyondthatrequired
to causeelasticdeformation
the materialdeformspermanently.
lt takesa
permanent
set andwill not returnto its originalsizeand shapewhenthe load
is removed.
Whena pieceof mildsteelstripis bentat rightanglesintothe
shapeof a bracket,it showsthe propertyof plasticity
sinceit doesnotspring
[Link] shownin the [Link]
and
malleability
are particular
casesof the propertyof plasticity.
forceis applied
Strip bnt beyondth
Since plastlc flow has
elastlclimitso that
plastlcdeformation
occurs
occurredduringbendlng
stripremainsbentafter
the bendingforcahas
beenremoved
Ductility
Thisis the termusedwhenplasticdeformation
occursas the resultof
applyinga tensileload.A ductilematerialis requiredfor suchprocesses
as
wiredrawing,tubedrawing,and cold-pressing
low-carbon
steelsheetsinto
motorcarbodypanels.
Rodbeing
drawn
C ottt
l vc'r
02 oq{e$\ton
Direction
of draw
A rod beingdnwn througha
die to reduce its diameter
rcquires the property of ductilitY
r 5
'
S ..I
.d
MalleabilitY
,,!:
Li. ) v c d
(k(ttt', l\ ) J
Thisis the termusedwhenplasticdeformation
occursas the resultof
applyinga compressive
load.A malleable
materialis requiredfor such
processes
as forging,rolling,andformingrivetheads.
Forning the head of a rivet
by hantnering. Tha rlvet
necds to bc made from a
maleabla matotid to
withstand this teaunent
Hardness ( J"'" '"t)
Thisis definedas the abilityof a materialto withstandscratching
(abrasion)
or
indentation
by [Link] is an indication
of the wearresistance
of
the material.
The diagrambelowshowsa hardenedsteelballbeingpressed
firstintoa hardmaterialandthenintoa softmaterialby the [Link]
ballonlymakesa smallindentation
in the hardmaterial,
butit makesa very
muchdeeperindentation
in the [Link] oftentestedin this
mannef.
fnvrs.
f c,rtv
lhardl
'koft)
Rigidity (stiffness)
Thisis a measureof a material's
abilitynotto deflectunderan appliedload.
Forexample,althoughsteelis verymuchstrongerthancastironthe latter
materialis preferred
for machinebedsandframesbecauseit is morerigid
and lesslikelyto deflectwithconsequent
lossof alignment
and accuracy.
Cast lron
,'j
i )1
U.*.,1
rr\rcfJt
Steel
Undera lightloadcast iron
deflectslessthan steelsince
cast iron is morerigid
.M
lHeavy
I loao
la
I
Undera heavyloadthe cast
iron breakswhilstthe
strongerbut lessrigid steet
merelybendsturther
Considerthe [Link] givenloadthe castironbardeflectslessthanthe
steelbar becaugecast ironis a [Link] loadis
increased,the cast ironbarwill break,whilstthe steelbar merelydeflectsa
littlefurtherbut doesnot [Link] materialthat is rigidis not necessarily
[Link] fact,as has beenshown,the oppositeis moreoftentrue sincerigid
materialsare oftenbrittle.
MA1001EnqineerinqPractice1
Materialstesting (destructive)
Tensiletest
Strengthis definedas the abilityof a materialto resistappliedforceswithout
yieldingor [Link] conventionstrengthusuallydenotesthe resistanceof
this is the principle
a materialto a tensileloadappliedaxiallyto a specimen;
of the tensiletest.
it.::
::.,
,r.i.j,.,i,,:
tr.
i..:
i-:i,
i .
'ri,...+:1,,
i Sr1..'
compression,
Thismachineis capableof performing
shearand bendingtests
as well as [Link] carefullycontrolledtensile
extensionof that
loadto a standardspecimenand measurethe corresponding
specimen.
The diagramoverleafshowssomestandardspecimensand the directionof
are baseduponBritishStandardBS 18.
the [Link]
For the test resultsto be consistentfor any givenmaterial,it is mostimportant
that the standarddimensionsand profilesare adheredto.
3pez0t*cn
,tJ"i
rJ-
rr
(al
tdt
Apptodooa-l__-H
l_
Apptid
losd
Tensiletest specimens;(a) tumed specimenfor wedgegips, (b) sheet
specimenfor wedgegrips,(c) sheetspecimenfor pin-jointgrips,(d) tumed
specimenwith screwedends.
The gaugelength(Lo)is the lengthoverwhichthe elongationof the specimen
is [Link] minimumparallellength(L) is the minimumlengthover
whichthe specimenmustmaintaina constantcross-sectional
areabeforethe
test loadis [Link] lengthsLo,l*, L1,?rd the cross-sectional
area(A)
are all specifiedin BS 18.
Proportionsfor tensilefesfpr'eces;(a) cylindricaltestpiece,(b) flat testpiece
( r"t\'l'
cE,L,''', '>teel
(",u
3t'=!)
i '5 .rtJ)
Tensitefesfresults ( Qo* 62"^'to', n"""(
The loadappliedto the specimenand the corresponding
extensionare plotted
in the formof a graphas shownbelow;
t6
.J
E*tn'ton
(a)
Froma to b the extensionis proportional
to the appliedload.
(b)
Fromb to c it can be seenfiom the graphthatthe metalsuddenly
extendswith no increasein [Link] metalhas gonepastits elastic
limitand has reachedit'[Link] designerworksbelow
this figureto allowfor a 'factorof safety'.
(c)
Fromc to d extensionis no longerproportional
to the loadand if the
loadis removedlittleor no springbackwill [Link]
relativelygreaterloadsthe materialis showingplasticproperties.
(d)
The pointd is refenedto as the'ultimatetensilestrength'whenreferred
graphsor the'ultimatetensilestress'(UTS)when
to load/extension
[Link] usefulfigurefor comparing
refenedto stress/strain
the relativestrengthsof materials,it has littlepracticalvaluesince
engineeringequipmentis not usuallydesignedto operateso nearto
the breakingpoint.
(e)
From dto e the specimenappearsto be stretchingunderreducedload
[Link] fact the specimenis neckingso that the'load per unit
area'or stressis actuallyincreasing.
The specimenfinallywork
hardensto suchan extentthat it breaksat e. In practice,valuesof load
and extensionare of limiteduse sincetheyapplyonlyto one particular
size of specirnenand it is moreusualto plotthe stress/strain
curve.
Stressand strainare calculatedas follows:
Sfress = loailarea of cross secfion
Strain= extension/originallength
$tfol-n.
\_ 2 )"
t -t . * )-e --r; : * '
.3 ,-\-,1 b tu
2r.I
5<*
- r't'4
Jt*
sk.. c- o\e-rnv Po.'.to[ yieil] pot't)
Proof stre"" (tt
Onlyveryductilematerialssuchas fullyannealedmildsteelshowa clearly
proof stressis usedinstead.
[Link]
Proofstressis definedas the stressthat producesa specifiedamountof
plasticstrain,suchas 0.1 or 0.2percent.
f---
0 .1%
f-
proof
I
stress VietO
:/t
AT
tl
I
I
I
I
-'IT
t-
-l
I
[Link]"
istrain
(Rastic)strain
afterfracfure,c,
in
The diagramshowsa typicalstress/straincurvefor a materialof relativelytow
ductility,suchas a hardenedandtemperedmediumcarbonsteel.
Young's modulusof elasticity
The physicistRobertHookfoundthatwithinits elasticrangethe strain
producedin a materialis proportionalto
the [Link] was leftto
ThomasYoungto quantiffthis law in termsof a mathematical
constantfor
anygivenmaterial.
Stressq strain
Therefore:
Stress/Strain= constant(E)
Sttessd- StYc*vr
3tvess
= r's
-.ffi-
Thisconstantterm(E) is variously
knownas'Young'smodulus',
the'modulus
of elasticity',or the 'tensilemodulus'.Thus:
(l*
E = tensileor compressivestress
strain
t-\
()
area\
I = force/oriqinalcross-sectional
length I
I changein length/original
____----rD
,J.-
AL
Lo
(::'r
tear
t"/
t.
MA1001 Enqineering Practice 1
--'t
*e" thstr*y
,i s5't,y',,;t ,'Sst.))'
f,;'N'k'vLLb'tt';'
Materiafstesting (non-destructive) L"'t'-l.-''i'-t
1) ,'if:^
'
quality
materia
,",Ourlinry
control
of
for the
testingis invaluable
Destructive
fabricationsand assemblies
testscannotcontrolthe qualityof components,
test on a casttest piece
a
tensile
[Link] instance,
mayshowthe correctyieldpoint,strength,and [Link]
cannotshowwhethera castingmadefromthe materialcontainsblowholes,
porosityand coldshuts.
For safety,weldson piperunsand pressurevesselsmustbe free from
Suchweldsmustalso
suchas porosityandslaginclusions.
discontinuities
Theyshouldshowno reductionin crosshavecorrectfusionand penetration.
sectionalareadue to lack of [Link],for safety,the forgedlight-'
alloyhingesfor the controlsurfacesof aircraftmustbe freefrom cracksdue to
or graingrowthdue to forgingat too higha
forgingat too low a temperature,
temperature.
testingcan be veryexpensive,requiring.
A full programmeof non-destructive
througheachseriesof [Link]
to be handledindividually
eachcomponent
(for
requiring
radiography)
example
complex
often
are
teststhemselves
and skilledpersonnelin theirexecution.
equipment
expensive
is not
For smallcomponentsprodueedin batchesandwhoseperformance
criticalit is sufficientto take randomsamplesfromeachbatch.
A faultyweldin the legsof an offshoreoil-rigor an under-seapipelinecould
out of all proportionto the cost of carryingout a full test
haveconsequences
of [Link],eachcriticalcomponentof an aircraftmustbe fully
mustbe
suchtestsand examinations
Obviously
inspected.
and individually
of the
and in no way affectthe propertiesand performance
non-destructive
assembly.
or
component
testingtechniquesto be consideredhereare:
The non-destructive
(a) visualexamination;
(b) visualexaminationassistedby dye-penetrants;
(c) ultrasonic
testing;
(d) eddycurrenttesting;
(e) magnetictesting;
(X-raysand gamma-rays).
(f) radiography
Visual examination
A
examination.
Thisis the simplestand cheapestpossiblenon-destructive
of a castingcan identifusuchdefectsas surfacecracks;
visualexamination
fillingof the
warpingandtwisting;and inadequate
scabs;surfaceporosity;
mould.
In the caseof welds,visualinspection
can showwhetheror notthereareany
largesurfacecracks,inadequate
fusion,lackof penetration,
insufficient
filler
joint
poor
porosity
material,
shape,surface
andundercuts.
: 'j : : : . .
]:
::'
.:
]:
[Link]
and misalignment
of the plateedges.
of the plaieedges.
WeldshowingunderCut-ind
misalignment
Useof dve penetrants
A veryold technique,
whichis stillwidelyused,is to immersethe castingin a
bathof hot [Link] paraffinreducesits viscosityso that,
combinedwith its alreadyhighsurface-tension,
it is easilydrawnintothe
finestcracksand porosityby [Link] castingis removedand
paraffin,
clean,afterwhichit is paintedwithwhitewash.
wipedthoroughly
exudingfromthe cracks,will discolourthe whitewashand revealthe presence
of surfacecracksand porosity.
A moremoderntechnique
usedfor largecastingsis to paintthemwithspecial
penetrantswhichare readilydrawnintothe surfacecracksand porosityat
roomtemperature.
The [Link]
allowingtimefor the penetrantto be absorbedintoany surfacecrackswhich
maybe present,the castingis thoroughly
cleanedoff anddustedwith a white
[Link] the powderindicatewherethe cracksare.
A moresophisticated
techniqueis to use speciallydevelopedfluorescent
penetrants.
penetrant
The
is paintedoverthe surfaceof the castingor applied
by pressureaerosolsprayin the caseof [Link]
penetration
the surpluspenetrantis cleanedoff and the castingis viewed
[Link] presenceof any penetrantexudingfromsurface
cracksand porositywill appearas glowinglinesand spotsagainsta dark
background.
Ultrasonic,testino
Soundwaveswhosefrequencyis too highto be heardby humanbeingsare
saidto be [Link] higherthe frequency(theshorterthe wavelength)
soundwaves,the easierit is to beamthemand controlthem.
of the ultrasonic
The frequenciesused
for ultrasonic
testinglie between0.5 MHzand 15 MHz
[Link]
the [Link]
between.
I MHzand 3
MHzare suitablefor steelcomponents.
Pulsesof highfrequencyoscillationsare generatedelectronically,
amplified,
and fed intosuitabletransducersfor [Link]
transducersexploitpiezoelectriceffects.
Piezoelectriceffects
Theserely uponthe fact that certaincrystalssuchas quartzchange
[Link]
dimensionally
alternatingcurrentpassesthroughthe crystal,the crystalwillchangein size in
stepwiththe alternations.
The'bleep'signal
in computers
and electronic
alarmclocksis usuallygeneratedusingpiezoelectric
devices.
An advantageof the piezoelectric
effectis that it is [Link] only can an
electriccurrentchangethe sizeof the crystal,strainingthe crystal
generates
mechanically
a corresponding
[Link] transducer
piezoelectric
using
effectscan be usedbothas an ultrasonictransmitterand
as a receiver
Transducar
fil Goodcornponont
fin Dohctlw componett
Eeflection ftorn
crack
Fcflgstion
Reflectlonfrom
rcar anrfaco .
E,tnPgrErrt
"01 Good component
lJslEt uvE componstt
rjvrllPurrrll
$1, Dcfccdw
0ll
The pulsesof highfrequencyoscillations
are drivenintothe componentby the
[Link] soundwavesmeetBnydiscontinuity,suchas a crack,
the wavesare reflectedbackinto the transducerwherethey are converted
intoelectricalpulseswhichcan be displayedon the screenof an oscilloscope.
By usingpulsesof shortduration,the sametransducercrntransmitand
[Link] distancebetweenthe incidentpulseand the
reflectionfom the backsurfaceof the componentis proportional
to the
componentthickness,the positionof the reflectionfromthe faultclearly
indicateswhereit lies in the componentrelativeto the frontand backfaces.
Eddv cunent testino
Thistechniquedependsuponthe fact that if an alternatingmagneticfieldis
linkedwith any metallicobject,eddy currentswill be inducedin the metallic
objectby electro-magnetic
[Link] all metals
whetherthey are fenomagnetic
or non-magnetic.
:-Compstnt
undd t!!t
A high-frequency
alternatingcunentis madeto flowthrougha smallcoil and,
as a result,a highfrequencyaltematingmagneticfield is set up aroundthe
[Link]
circulatein the componentand producemagneticfieldsin theirown right.
Thesesecondaryfieldsreactwiththe fieldof the inductioncoil and affectthe
flow of cunentthroughthat coil. Providingthere is no changein sectionor
composition
as the inductioncoilis movedacrossthe surfaceof the
componentthe resultantcurrentin the coilwill [Link], however,
the inductioncoil movesover a crackor otherfaultin the component,the
eddycurrentsystemwill be temporarilydisruptedand the resultantcurrentin
the coilwill [Link],if the inductioncoil is movedoverthe surface
of the componentand the resultantcurrentthroughthe coil is constantly
monitoredon the screenof an oscilloscope,
thenany cracksor other
discontinuities
in the componentwill be revealed.
Maqnetic testinq
Thismethodof crackdetection,
althoughsimpleand reliable,can onlybe
appliedto ferromagnetic
[Link],it is onlyappropriate
for surface
cracksand discontinuities
not morethan 10 mm belowthe surfaceof the
[Link] baseduponthe factthat the magnetic
susceptibility
in the regionof a discontinuity
is inferiorto that of the
surroundingmetaland that this distortsthe magneticflux distribution.
The
resultingdistortionof the flux fieldis usuallydetectedby meansof magnetic
powder(magnetic
ironoxide).The magneticpowder'bunches'in
the vicinity
of the fault as shownbelow.
Bunchingoccursat crack
Thinlyspread
magneticpowder
Component
The componentundertest maybe placedbetweenthe polesof a powerful
[Link] resultsin the magneticfieldlyingparallelto the surfaceof the
componentand is idealforlocatingfaultsat right-angles
to the flux field.
Magneticcrackdetection,likeothernon-destructive
testscan be appliedto
[Link] is effectivein showingup surfacecracksinvisibleto
the [Link] uncommonin the wire or rod fromwhich
largecoil springsare [Link]
thesecracksdo not developuntilafter
the springshavebeenwoundandheat-treated.
Consequently
coil springsfor
criticalapplications
are generallyinspectedmigneticallyaftei manuiacture.
Radioqraphv
processin whichthe'illumination'
Thisis a photographic
of the component
is
by X-raysor the even [Link]
electromagnetic
radiationsexactlythe sameas radiowavesand lightwaves,
exceptthat they havea very muchshorterwavelength(higherfrequency).
This enablesX-raysand gammaraysto [Link]
photographic
film is exposedto X-raysor gammaraysand then developed,
the film [Link] a solidobjectis placedbetweenthe sourceof
radiationand the film so that it castsa shadowon the film,the levelof
radiationreachingthe film in the shadowareawill be reducedand the shadow
will appearon the film afterdevelopment
as a lessdarkarea.
Solid obiect
G
D
sourcesare usuallyusedfor siteworkandthickermaterials.
Gamma-ray
This
is becausethe radiationsourceis moreportableand becauseit is more
penetrating.
The radiationsourceis a smallamounta radioactive
material
suchas iridium192or [Link] radioactive
materialis continuously
emittingradiationand hasto be storedin a heavy,lead-lined
container.
Provision
is madeto opena'window'in the container
remotelywhenan
(gamma-ray)
exposureis to be madeas [Link]
sources
do not givea constantoutputlikean X-raytube,but [Link]
usefullifeof iridium192is about40 days,andthatof cobalt60 is about5
years-The rateof decayis exponential,
rapidat firstand thenprogressively
[Link] dangerous
to handleoutsidetheircontainers
almostindefinitely.
isotope holdar
botope petret
lcobalt 6O o
lddlum 19ll
Lsd shoath
Stringentsafetyprecautions
and codesof practicemustbe observed
wheneverX-rayor gammaradiationis [Link] radiography
equipmentmustbe protectedby radiationresistantscreensand otherpersons
mustbe keptwell awayfromthe [Link] essential
andthe operatorshouldchangehisor herprotective
overallsregularly"
Normallythe operatorwearsa radiation-sensitive
tabwhichchangescolourif
exposedto excessiveradiationbut belowthe dangerlevelto the operator.
Further,radiographers
shouldbe subjectedto regularmedicalchecks.
Porvertransmissionsh#ting
Continuous mechanicalpower is usually transmifted along and
betweenrotating [Link] accomplishedby
gears,belts, chains or other similar means for matching the
torque/speed characteristicsof the interconnectedshafts- eg. a car
needsgearsbetween the enginesrankshaft and drive wheel hal,f-shafts.
shafu rotating only at constantspeed n (rev/s) are consideredhere,
and as shafts are usually staticaily determinate they may be examined
by the techniques of [Link], since
-power =
force ( I{) . finear velocify(m/s)in kanslational applicatioruand
-power = torque ( Nm) * angularvelocify (= 2n
n rad/s) in rotational
applications,
. . . . then it follows that torqueis a major load component in power transmitting
rotating shafts.
Torque maybe transfered to or from the end of
oneshaftby u secondcoaxialshaft- this is a pure
torque,a twist aboutthe [Link]
is accomplishedby a shaftcoupling,'
{\
\- t
which
consistsof two often identical half-couplirgs which are dabhmounted
on one of the shafu before being connectedtogether non-pergranently.
The mounting of a half-coupiing on a shaft must prevent relative
rotation when torque is applied - this is achievedby a positively
inierlocking element exemplifiedby a key (or a derivative of this such
as a spline) or by friction. Shownhere is the free body of a shaft keyed
to a coupfing half - the torque key
on the shaft is equilibrated by shalr
an equaland oppositetorque
on the [Link]
bodiesof the individual elementsclarify how the key'sfacesg,verise
to
.qoitibrating coupleon boththe shaftand the hjf-coupdg.
T
Thetypicalfriction-based
mountingbelowcomprisesa split tapered
bushwhich is forcedby screwsinto a mating tapermachinedin the
FBDofshElt
bore of the halfic-rEvnI I
[Link]
bushcontracts
onto the shaft
FBDofhalf*oupling
causinghigh
?c r t-
l+
r,ffi
You might also like
- Overview of Traditional Machining ProcessesNo ratings yetOverview of Traditional Machining Processes29 pages
- Importance of Machine Tools in ManufacturingNo ratings yetImportance of Machine Tools in Manufacturing20 pages
- Heavy Metal Machining Techniques Part 2No ratings yetHeavy Metal Machining Techniques Part 267 pages
- BMEE304P - Metal Forming and Machining Lab ManualNo ratings yetBMEE304P - Metal Forming and Machining Lab Manual30 pages
- Production Technology: Department of Mechanical EngineeringNo ratings yetProduction Technology: Department of Mechanical Engineering17 pages
- Me3382 Manufacturing Technology Laboratory 1400774932 MT Lab ManualNo ratings yetMe3382 Manufacturing Technology Laboratory 1400774932 MT Lab Manual55 pages
- Angular Velocity:: Production TechnologyNo ratings yetAngular Velocity:: Production Technology10 pages
- ME2258 Manufacturing Technology Lab IINo ratings yetME2258 Manufacturing Technology Lab II14 pages
- Milling Machine Safety and Operation GuideNo ratings yetMilling Machine Safety and Operation Guide24 pages
- Determination of Standard Data in Machining OperationsNo ratings yetDetermination of Standard Data in Machining Operations6 pages
- ME8462-Manufacturing Technology Lab-II 2017 RegulationNo ratings yetME8462-Manufacturing Technology Lab-II 2017 Regulation46 pages
- Tool Making - Edward Russell Markham, American Technical Society, American - 2008 - Anna's ArchiveNo ratings yetTool Making - Edward Russell Markham, American Technical Society, American - 2008 - Anna's Archive308 pages
- UNIT-V - Drilling and Milling (3 Files Merged)No ratings yetUNIT-V - Drilling and Milling (3 Files Merged)224 pages
- Batch 4-Manufacturing Laboratory RecordNo ratings yetBatch 4-Manufacturing Laboratory Record43 pages
- Physical Computing101: Part 3: Control of Mobile Robots: Hardware Lecture #7No ratings yetPhysical Computing101: Part 3: Control of Mobile Robots: Hardware Lecture #78 pages
- GLUE LECTURE 6 - Vectors For Naviga8on: (This Will Be Helpful For Quiz 6!)No ratings yetGLUE LECTURE 6 - Vectors For Naviga8on: (This Will Be Helpful For Quiz 6!)37 pages
- Physical Computing101: Part 2: Control of Mobile Robots: Hardware Lecture #6No ratings yetPhysical Computing101: Part 2: Control of Mobile Robots: Hardware Lecture #67 pages
- Physical Computing101: Part 1: Control of Mobile Robots: Hardware Lecture #5No ratings yetPhysical Computing101: Part 1: Control of Mobile Robots: Hardware Lecture #56 pages
- Control of Mobile Robots: Glue Lectures: InstructorNo ratings yetControl of Mobile Robots: Glue Lectures: Instructor23 pages
- Programming & Simulation Lecture 1 SlidesNo ratings yetProgramming & Simulation Lecture 1 Slides8 pages
- Plastic Extrusion Manufacturing OverviewNo ratings yetPlastic Extrusion Manufacturing Overview6 pages
- Static and Fatigue Analysis of A CylinderNo ratings yetStatic and Fatigue Analysis of A Cylinder6 pages
- Manabayeva Et Al 2023 Dry Reforming of Methane Over Ni Fe Al Catalysts Prepared by Solution Combustion SynthesisNo ratings yetManabayeva Et Al 2023 Dry Reforming of Methane Over Ni Fe Al Catalysts Prepared by Solution Combustion Synthesis17 pages
- NCERT Solutions For Class 9 Science Chapter 1 Matter in Our SurroundingsNo ratings yetNCERT Solutions For Class 9 Science Chapter 1 Matter in Our Surroundings6 pages
- Flat Slabs With Hidden Beams - FormattedNo ratings yetFlat Slabs With Hidden Beams - Formatted4 pages
- Earth Quakes: Presentation by AJA.V.P Prepared by SARATH BABU.M.G100% (1)Earth Quakes: Presentation by AJA.V.P Prepared by SARATH BABU.M.G20 pages
- RK Rajput Objective Electrical-Www - Allexamreview.com-1No ratings yetRK Rajput Objective Electrical-Www - Allexamreview.com-11,132 pages
- Bridgman-Stockbarger Technique: CrystallizationNo ratings yetBridgman-Stockbarger Technique: Crystallization2 pages
- 10.troubleshooting Method: 10-1. The Refrigerator Does Not OperateNo ratings yet10.troubleshooting Method: 10-1. The Refrigerator Does Not Operate4 pages
- PHYSICS PRACTICAL - Determination of Viscosity of Liquid.No ratings yetPHYSICS PRACTICAL - Determination of Viscosity of Liquid.7 pages
- Optical Methods in Pharmaceutical AnalysisNo ratings yetOptical Methods in Pharmaceutical Analysis71 pages
- KSB Mechanical Seals - Failure Analysis PDF100% (4)KSB Mechanical Seals - Failure Analysis PDF34 pages
- Soil Questionnaire WITH ANSWERS August 2021No ratings yetSoil Questionnaire WITH ANSWERS August 20217 pages