COURSE: ADVANCED MANUFACTURING PROCESSES
Module No. 4: ADVANCED WELDING PROCESSES
Lecture No-1: Introduction and Submerged Arc Welding Process
The conventional welding processes like arc welding and gas welding, although serve variety of
purposes, look inadequate while catering to some specific requirements. The need for advanced/
newer welding techniques frequently arises in the following situations.
J oining of thick plates, structures and large joints are required.
J oining of very thin plates usually cause large heat affected zones and undesired
warpages.
J oining of different metals can cause uneven fusion due to different range in melting
points.
Requirements of good finish, low heat affected zones and high quality welds demand the
use of advanced or non-conventional welding methods.
In order to cater to the above requirements, the following newer welding processes came into
existence.
Submerged arc welding,
Projection welding,
Solid state welding,
Electron beam welding,
Laser beam welding,
Friction stir welding, and
Adhesive joining.
These processes shall be discussed in depth in the following sections.
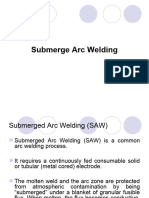
Submerged Arc Welding (SAW):
The Submerged Arc Welding (SAW) process was invented in the U.S.A and U.S.S.R. around
1930s. The process contributes to approximately 10% of the total welding activities carried out
today. In this process, the arc, which acts as the heat source, is kept submerged under a blanket
of flux, hence it is not visible from outside. The schematic of the SAW is as shown in Fig. 4.1.1
Principles of Operation:
In submerged arc welding, the end of a continuous bare wire electrode is inserted into a mould of
flux that covers the area or joint to be welded. An arc is initiated using some of the common arc
starting methods. A wire feed mechanism further begins to feed the electrode wire towards the
joint at a controlled rate and the feeder is moved manually or automatically along the weld seam.
For machine welding or automatic welding, the work may be moved beneath a stationary wire
feeder.
Additional flux is continually fed in front of and around the electrode and it is continually
distributed over the joint through the hopper. Heat evolved by the electric arc then progressively
melts some part of the flux, the end of the wire and the adjacent edges of the base metal, creating
a pool of molten metal beneath a layer of liquid slag. The melted bath near the arc is in a highly
turbulent state. Gas bubbles are quickly swept to the surface of the pool. The flux floats on the
molten metal and completely shields the welding zone from the atmosphere.
The flux blanket on the top surface of the weld pool prevents atmospheric gases from
contaminating the weld metal, dissolves impurities in the base metal and electrode, and floats
them to the surface. The flux can also add or remove certain alloying elements to or from the
weld metal. As the welding zone progresses along the seam, the weld metal and then the liquid
flux gets cooled and subsequently solidified, forming a weld bead and a protective slag over it. It
is important that the slag is completely removed before making another weld pass.
Factors which determine the usage of SAW include:
1. The chemical composition and mechanical properties required of the final deposit.
2. Thickness of base metal to be welded.
3. J oint accessibility.
4. Position in which the weld is to be made.
5. Frequency and/or volume of welding to be performed.
Characteristics of SAW:
The significant characteristics of the SAW process are:
Higher metal depositing rate,
Higher welding speed,
Higher process efficiency,
Lower nitrogen and hydrogen content in the weld metal,
Cleaner weld metal,
Better control over the chemical composition,
Better control over on the mechanical and metallurgical properties.
General Methods:
The SAW can be applied in 3 different modes: Semi-automatic, Automatic and Machine. Each
method requires the work be positioned so that flux and the molten weld pool will remain in
place until they have solidified. Fixtures and positioning equipment can be used for typical
requirements.
Semiautomatic Welding:
This welding is done with a gun held in hand, which delivers both flux and the electrode. The
electrode is further driven by a wire feeder. The flux may be supplied by a gravity hopper
mounted on the gun or it is pressure fed through a hose. This welding method involves some
manual assistance wherein the electrodes used are relatively smaller in diameter and travel
speeds are also not high. Further the travel can be partially automated using a driving motor and
a small gun.
Automatic Welding:
In this process, a welding operator is not required for continuous monitoring and controlling of
the process. Self-regulating equipment are used in order to achieve high production rates.
Machine Welding:
It employs equipment which perform complete welding operations and needs monitoring to
position the work, start and stop welding, adjust the controls and speeds of weld. Figure 4.1.2
shows the back strip and gap details. Typical welding conditions for single Machine-weld SAW
(using one pass square groove) are indicated in Table 4.1
Table 4.1 Typical welding conditions in SAW
Plate Thickness,
T
Root Opening
S
Current
DCEP
Voltage
Travel
Speed
Electrode
Diameter
Electrode
consumption
t W
mm mm A V mm/s Mm kg/m mm mm
3.6 1.6 650 28 20 3.2 0.11 3.2 15.0
4.8 1.6 850 32 15 4.8 0.19 4.8 19
6.4 3.2 900 33 11 4.8 0.25 6.4 25.4
9.5 3.2 950 33 10 5.6 0.36 6.4 25.4
12.7 4.8 1100 34 8 5.6 0.69 9.5 25.4
Flux:
T
t
It is a material used to prevent, dissolve or facilitate the removal of oxides and other undesirable
substances. It helps the process in the following ways:
In protecting the weld pool and stabilizing the arc,
Providing appropriate chemical composition as desired,
Improving the properties by alloying materials appropriately,
Deoxidizing the weld metal,
Improving weld bead shape parameters,
Improving the efficiency of metal deposition.
Power Sources:
These play a major operating role. A DC power supply may be a transformer-rectifier, a motor or
engine generator, which provides a constant voltage (CV), constant current (CC) or a selectable
CV/CC output. The AC power supplies are generally transformer types and may provide either a
CC output or a CV square wave output. Since SAW is generally a high current with a high duty
cycle, a power supply capable of providing high amperage at 100 percent duty cycle is
recommended.
DC Constant Voltage Power Sources:
These are available in both transformer-rectifier and motor generator models. They range in size
from 400-1500A models. These power sources are used for semi-automatic SAW at currents
ranging from 300 to 600A recommended for 1.6 to 2.4 mm diameter electrodes. Automatic
welding is done with currents ranging from 300 to over 1000A, with wires generally ranging
from 2.4-6.4 mm.
Applications for DC welding at over 1000 A are limited since severe arc blow can occur at such
high currents. New generation power suppliers provide more stable arc and can be maintained at
lower current densities.
A constant voltage power supply is self regulating, so it can be used with a constant speed wire
feeder. No voltage or current sensing is required to maintain a stable arc, hence very simple wire
feed controls may be used which are the most commonly used supplies for submerged arc
welding. Constant current DC power sources are available in both transformer rectifier and
motor generator models, with rated outputs up-to 1500 A.
Alternating Current Power Sources:
Transformers are the most commonly used power sources in AC welding. Sources rated for 800
to 1500 A at 100 percent duty cycle are available. If higher amperages are required, these
machines can be connected in parallel. Conventional AC power courses are the constant current
type.
The most common uses of AC power for SAW are high-current applications, multi-wire
applications, narrow-gap welding and applications where arc blow is a problem.
Controls:
The control system used for semi-automatic SAW is composed of simple wire feed speed
controls. Controls used with constant-voltage power supplies maintain a constant wire feed
speed. Controls are used with constant-current back loops interfaced with the power supply wire
feed motor in order to maintain the welding voltage and wire speed at preset values. The greater
advantage of digital controls is their precise control of the welding process. The disadvantages
are that, controls are not compatible with some power supplies and they are slightly less rugged
than most analog controls.
Digital controls are currently available only for use with constant voltage power supplies. These
controls provide for wire feed speed adjustments (current control), power supply adjustments
(voltage control), weld start-stops, automatic and manual travel on-offs, cold wire feed up
downs, run in and crater fill controls, burn back and flux feed on-offs. Digital current, voltage
and wire feed speed meters are standardized on digital controls.
Analog controls are available with use for both constant voltage and constant current power
supplies. Basic control consists of a wire feed speed control (adjusts current in CV systems;
controls voltage in CC systems), a power supply control (adjusts voltage in CV system; adjusts
current in CC system), a weld start-stop switch, automatic or manual travel on-off and cold wire
feed up-down. These controls have the same advantage as analog controls for semiautomatic
SAW, but they are prone to drift and do not allow precise process control.
Effect on Polarity:
Direct Current Electrode Negative (DCEN): It gives higher deposition rates, higher yield
strength and higher hardness.
Direct Current Electrode Positive (DCEP): It gives lower deposition rates and lower yield
strengths.
Accessory and Equipment:
The commonly used accessories in SAW are: travel equipment, flux recovery units, fixturing
equipment and positioning equipment.
Travel Equipment:
Weld head travel in SAW is normally provided by a tractor type carriage, a side beam carriage
and a manipulator. The tractor carriage provides travel along a straight line or gently curved weld
joints by riding on tracks set up along the joint, or by riding on the workpiece itself. Some
guiding wheels or mechanical joint tracking devices are used. Side beam carriages provide linear
travel only with rated speed travels. They are fixed and the workpieces must be brought to the
weld station. Its greatest use is for shop welding. Manipulators are similar to side beams, in that
they are fixed and the work-piece hand side must be brought to the welder. Manipulators are
more versatile than side beams in that they are capable of linear motion in 3-axes. The weld
head, wire, flux hopper and often the control and operator ride on the manipulator.
Flux Recovery Units:
Flux recovery units are frequently used to maximize flux utilization and minimize manual clean-
up activities. Pneumatic flux feeding is commonly used in semi-automatic SAW and frequently
in automatic SAW. Flux recovery units may help in the following:
1. Remove un-fused flux and fused slag behind the weld head.
2. Screen out fused slag and other oversized material.
3. Remove magnetic particles and fines.
4. Recirculate flux back to a hopper for reuse.
5. Flow heat inside the hopper to keep it dry.
Positioners and Fixtures:
Since SAW is limited to flat position welding, positioners and related fixturing equipment find
widespread use for it. Commonly used positioners include:
1. Head-tailstock units, turning rolls, or both, to rotate cylindrical parts under the weld-
head,
2. Tilting rotating positioners, to bring the weldable areas of irregular parts into flat
position.
Custom fixturing often includes positioners to aid in setting up, positioning and holding the
workpiece together. Turnkey systems are available depending on the requirements.
Testing requirements for SAW welds:
Destructive: Tensile Testing and Impact testing.
Non Destructive Testing (NDT): Surface Inspection: Dye Penetration and Magnetic Particle
Internal Inspection: Ultrasonic Inspection, Radiographic Inspection.
SAW Applications:
The process is very commonly used in joining the two deep drawn vessels of the liquified gas
cylinder bodies as indicated in Fig. 4.1.3. Some other applications of SAW are in the welding of:
High strength low alloy steels
Low carbon steels, Stainless steels, Aluminum and Titanium alloys
Other non-ferrous alloys
Fabrication of thick plates and thick pipes
Pressure vessels and heat exchangers,
Rail road tanks and ship body fabrication